Pressing For Success



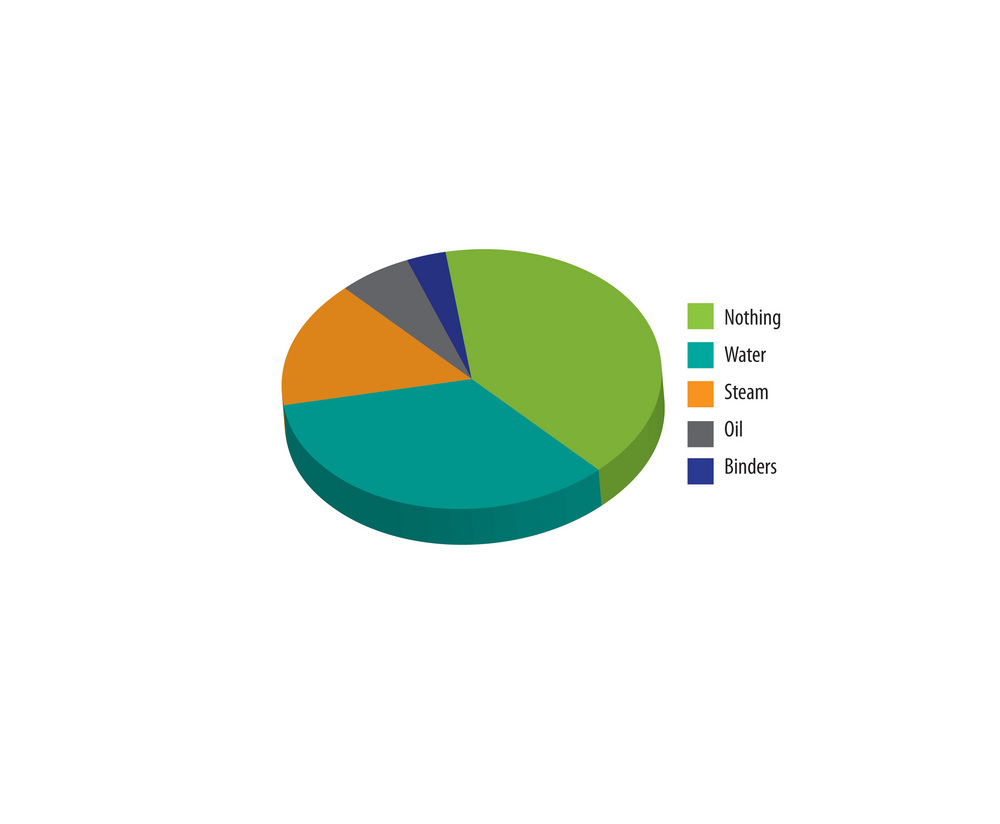

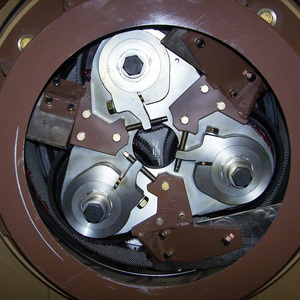
Photo: Bliss Industries Inc.
August 11, 2014
BY Tim Portz
Advertisement
Advertisement
Related Stories

The U.S. Department of Energy 2023 Billion-Ton Report: An Assessment of U.S. Renewable Carbon Resources identifies sustainable forestry as a key pillar in the effort to increase the nation’s biomass production.

Drax Group plc on April 25 released a first quarter 2024 trading update, reporting that the company’s wood pellet production business has started the year well despite challenges. Drax Power Station also performed well during the quarter.

Drax Group on April 18 announced a carbon removals deal with C-Zero Markets, an environmental consultancy. Under the deal, C-Zero will purchase carbon dioxide removals credits from Drax representing 2,000 metric tons of permanently stored carbon.

A bill introduced by Sen. Cory Booker, D-N.J., would require the U.S. EPA to alter the way it assesses lifecycle GHG emissions from forest biomass. ABEA stresses that any accurate assessment must account for the alternative fate of biomass fuels.

Moisture in wood and biomass operations impacts product as well as equipment, energy usage, production efficiency, downtime and more.
Upcoming Events

@ Copyright 2024 - BBI International - All rights reserved.